
 全國服務熱線:
全國服務熱線:
18396600176

行業新聞
PAG淬火劑淬火65CrNiMo軋輥工件的熱處理工藝
軋輥按照工藝方法可分為整體軋輥、組合軋輥和冶金復合軋輥;按照成型方法可分為鑄造軋輥和鍛造軋輥。軋輥是決定軋機效率和軋材質量的重要消耗部件,是使金屬產生塑性變形的工具,因此要求具有一定的硬度,PAG淬火劑淬火65CrNiMo軋輥工件硬度要求在HRC=35-38。65CrNiMo軋輥工件淬火時的加熱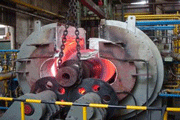 ①加熱溫度:為使負偏析區在加熱時達到淬火溫度,對于65CrNiMo軋輥大型工件淬火應取溫度的上限。
①加熱溫度:為使負偏析區在加熱時達到淬火溫度,對于65CrNiMo軋輥大型工件淬火應取溫度的上限。
②加熱方式:應控制裝爐溫度和速度,目的是為了避免工件加熱時過大的熱應力。65CrNiMo多采用階梯式加熱,這是因為65CrNiMo合金元素Wc%高,截面大。
③升溫速度:升溫速度一般控制在100℃/h左右,經中間保溫后,整個截面塑性較好,升溫速度可取150℃/h左右。
④均溫與保溫:均溫階段開始是在加熱爐測溫儀達到規定溫度時;而均溫階段結束是當工件顏色均勻并與爐墻顏色一致時。保溫時間根據工件的有效截面確定。保溫是為了使工件心部達到規定溫度,保證奧氏體轉變均勻化。65CrNiMo軋輥淬火時的冷卻①冷卻方式
65CrNiMo軋輥工件淬火冷卻過程中,最關鍵的選擇恰當的冷卻速度和溫度。65CrNiMo的最佳冷卻方式為油冷,隨著環保要求越來越嚴,同時考慮到工件較大,成本高,一爐2-3件,淬火油油溫升高易燃,存在嚴重的安全隱患,因此選擇恒鑫化工生產的PAG淬火劑,無害,安全環保,無污染,改善勞動環境。②冷卻時間
冷卻時間一般根據實測的各種冷卻曲線,理論計算及長期生產經驗來確定,確定適當的冷卻時間是大型工件熱處理工藝中的一個重要因素。若冷卻時間較長,終冷溫度過低,會增大淬裂的危險性;若冷卻時間較短,則達不到淬火要求的性能。65CrNiMo軋輥的回火65CrNiMo軋輥鋼在淬火后,均需立即回火。回火的目的是降低或消除工件在淬火冷卻時產生的內應力,獲得穩定的回火組織以達到綜合力學性能的要求,同時回火過程中還可使氫均勻分布,從而消除氫脆的影響。①回火溫度的選擇
回火溫度通常根據小試樣回火溫度與性能之間的關系來確定。②回火中的加熱與冷卻
入爐溫度及升溫前的停留時間:回火入爐溫度一般選在Ms點附近,停留時間應保證使過冷奧氏體得到充分轉變。升溫、均溫和保溫:回火加熱速度應比淬火加熱速度低一些,以防止回火加熱時產生的熱應力與淬火的殘余應力造成零件中的缺陷擴大。回火均溫與淬火均溫方式一樣。均溫結束后保溫開始。淬火后的回火保溫時間具體熱處理工藝要求而定。本文簡要介紹PAG淬火液淬火65CrNiMo軋輥工件的熱處理工藝,如需詳細了解可致電PAG淬火劑生產廠家煙臺恒鑫化工05358015296。
推薦內容
- 淬火液和淬火油怎么選?2025-02-28
- 淬火液有哪些用途及作用?2025-02-11
- 淬火液損耗及如何減少帶出量2025-01-21
- 淬火液凈化方案,淬火液過濾方法2025-01-17
- 水溶性淬火液主要有以下幾種?2025-01-16
欄目導航
聯系我們
聯系人:王經理
手機:18396600176
電話:0535-8015296
郵箱:sales@thi.com.cn
地址:山東煙臺開發區武漢大街19號